08045804311
 English
English Spanish
Spanish French
French German
German Italian
Italian Chinese (Simplified)
Chinese (Simplified) Japanese
Japanese Korean
Korean Arabic
Arabic Portuguese
Portuguese
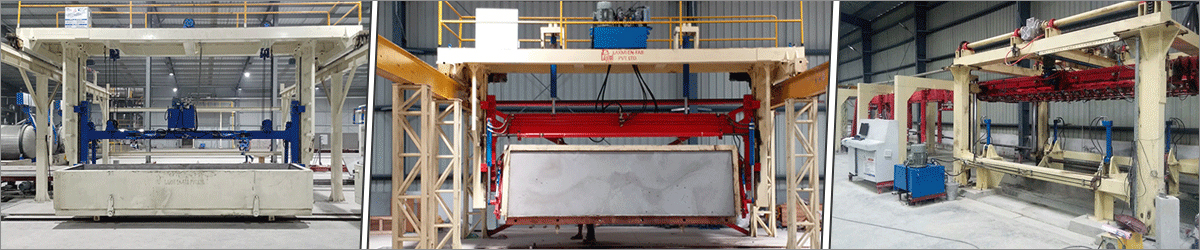
Most Popular Products




Showroom

(5)

(17)

(10)

(7)

(22)
Quick Inquiry

Contact Details
LAXMI EN-FAB PRIVATE LIMITED
Plot No. 25, Nilsin Plot, Phase-1, GIDC, Vatva, Near Patel Alloy Steel, Ahmedabad - 382445, Gujarat, India
Phone :08045804311
Fax :91-79-40084330

 |
LAXMI EN-FAB PRIVATE LIMITED
All Rights Reserved.(Terms of Use) Developed and Managed by Infocom Network Private Limited. |